M6,4-M23
- Śruby
- Śruby z lewym gwintem, lewozwojne
- Śruby z łbem sześciokątnym
- Śruby z łbem sześciokątnym niepełny gwint DIN 931
- Śruby z łbem sześciokątnym z gwintem niepełnym drobnozwojnym DIN 960
- Śruby z łbem sześciokątnym pełny gwint DIN 933
- Śruby z łbem sześciokątnym z gwintem pełnym drobnozwojnym DIN 961
- Śruby z łbem sześciokątnym z kołnierzem stożkowym DIN 6921 GŁADKIE
- Śruby z łbem sześciokątnym z kołnierzem stożkowym ~DIN 6921 ZĄBKOWANA
- Śruby z łbem sześciokątnym do połączeń niesprężanych SB ISO 4014/EN 15048
- Śruby z łbem sześciokątnym do połączeń niesprężanych SB ISO 4014/EN 15048 - ZESTAWY
- Śruby z łbem sześciokątnym do połączeń sprężanych HV EN 14399-4
- Śruby z łbem sześciokątnym pełny gwint DIN 933 z gwintem wewnętrznym
- Śruby z łbem walcowym z gniazdem sześciokątnym
- Śruby z łbem stożkowym
- Śruby z łbem grzybkowym z podsadzeniem (zamkowe)
- Śruby z łbem wypukłym ISO 7380
- Śruby kołnierzowe
- Śruby dociskowe
- Śruba dociskowa bez łba
- Śruby pasowane
- Śruby z uchem DIN 580
- Śruby z łbem radełkowanym
- Śruby skrzydełkowe
- Śruby oczkowe DIN 444
- Śruby z łbem młoteczkowym
- Śruby kciukowe
- Śruby do pasów DIN 15237
- Śruby dwustronne
- Śruby i nakrętki stopy gąsienicy
- Śruby zabezpieczające
- Nakrętki
- Nakrętki sześciokątne
- Nakrętki sześciokątne standardowe DIN 934
- Nakrętki sześciokątne ISO 4032
- Nakrętki sześciokątne samozabezpieczające
- Nakrętki sześciokątne złączne
- Nakrętki sześciokątne niskie DIN 439
- Nakrętki sześciokątne wysokie DIN 6330
- Nakrętki sześciokątne wysokie z kołnierzem DIN 6331
- Nakrętki sześciokątne koronowe
- Nakrętki sześciokątne do połączeń sprężanych HV EN 14399-4
- Nakrętki sześciokątne do połączeń niesprężanych SB DIN 934/EN15048
- Nakrętki sześciokątne z podtoczeniem do połączeń kołnierzowych DIN 2510-5 NF
- Nakrętki kołnierzowe
- Nakrętki z kołnierzem z gwintem metrycznym DIN 6923
- Nakrętki z kołnierzem z gwintem drobnozwojnym DIN 6923
- Nakrętki z kołnierzem (metryczne) z wkładką niemetalową DIN 6926
- Nakrętki z kołnierzem (metryczne) jednolite DIN 6927
- Nakrętki z kołnierzem drobnozwojne jednolite DIN 6927
- Nakrętki do kół z ruchomą podkładką DIN 74361 H
- Nakrętki kołpakowe
- Nakrętki z uchem DIN 582
- Nakrętki do zgrzewania
- Nakrętki skrzydełkowe
- Nakrętki skrzydełkowe (wersja amerykańska)
- Nakrętki kwadratowe
- Nakrętki z oczkiem
- Nakrętki kłowe
- Nakrętki łożyskowe
- Nakrętki zabezpieczające
- Nakrętki zrywalne
- Nakrętki z gwintem trapezowym
- Nakrętki okrągłe
- Nakrętki do rowków teowych DIN 508
- Nakrętki do osadzania
- Nakrętki do profili aluminiowych
- Nakrętki sześciokątne
- Podkładki
- Podkładki okrągłe płaskie
- Podkładki okrągłe płaskie DIN 125 A
- Podkładki okrągłe płaskie ISO 7090
- Podkładki okrągłe płaskie ISO 7092 (DIN 433)
- Podkładki okrągłe płaskie powiększone DIN 9021
- Podkładki okrągłe płaskie dystansowe DIN 988
- Podkładki okrągłe płaskie oporowe DIN 988
- Podkładki okrągłe płaskie karoseryjne
- Podkładki okrągłe do sworzni
- Podkładki okrągłe płaskie do konstrukcji drewnianych DIN 440
- Podkładki okrągłe płaskie do połączeń sprężanych HV EN 14399-6
- Podkładki okrągłe płaskie hartowane DIN 6340
- Podkładki okrągłe płaskie pogrubione DIN 7349
- Podkładki okrągłe do konstrukcji stalowych DIN 7989
- Podkładki okrągłe sprężyste
- Podkładki okrągłe sprężyste DIN 127 B
- Podkładki okrągłe sprężyste podatne
- Podkładki okrągłe sprężyste łukowe DIN 128 A
- Podkładki okrągłe sprężyste DIN 7980
- Podkładki okrągłe sprężyste Schnorr
- Podkładki okrągłe sprężyste DIN 6797 A
- Podkładki okrągłe sprężyste DIN 6797 J
- Podkładki okrągłe sprężyste DIN 6798 A
- Podkładki okrągłe sprężyste DIN 6798 J
- Podkładki okrągłe sprężyste DIN 6798 DD
- Podkładki okrągłe sprężyste kontaktowe NFE 25-511
- Podkładki podatne łukowe DIN 137 A
- Podkładki podatne łukowe DIN 137 B
- Podkładki okrągłe sprężyste DIN 6798 V
- Podkładki kształtowe
- Podkładki uszczelniające
- Sprężyny talerzowe
- Podkładki okrągłe płaskie
- Pręty gwintowane DIN 976
- Nity i nitonakrętki
- Wkręty
- Wkręty do metalu
- Wkręty do metalu samoformujące
- Wkręty do drewna
- Wkręty do drewna z łbem podkładkowym WTZ
- Wkręty do drewna z łbem stożkowym WT
- Wkręty do drewna z łbem stożkowym JETTING
- Wkręty do drewna z łbem stożkowym
- Wkręty do drewna z łbem stożkowym SPAX
- Wkręty do drewna z łbem walcowym wypukłym
- Wkręty do drewna z łbem sześciokątnym DIN 571
- Wkręty regulacyjne do poziomowania łat
- Wkręty samogwintujące (blachowkręty)
- Wkręty samowiercące
- Wkręty samowiercące z łbem sześciokątnym z podkładką EPDM
- Ocynk galwaniczny
- Ocynk płatkowy
- Kolor ral 3005
- Kolor ral 3009
- Kolor ral 3011
- Kolor ral 5010
- Kolor ral 6020
- Kolor ral 6021
- Kolor ral 7011
- Kolor ral 7016
- Kolor ral 7024
- Kolor ral 7035
- Kolor ral 8004
- Kolor ral 8011
- Kolor ral 8016
- Kolor ral 8017
- Kolor ral 9002
- Kolor ral 9005
- Kolor ral 9006
- Kolor ral 9007
- Kolor ral 9010
- Wkręty samowiercące z gniazdem Torx z EPDM
- Wkręty samowiercące do płyt warstwowych
- Wkręty samowiercące z łbem stożkowym ISO 15482
- Wkręty samowiercące z łbem walcowym wypukłym ISO 15481
- Wkręty samowiercące z łbem sześciokątnym ząbkowanym ~ISO 15480
- Wkręty samowiercące z łbem podkładkowym ~DIN 7504 T
- Wkręty samowiercące z łbem sześciokątnym z podkładką EPDM
- wkręty karton-gips
- Wkręty do tworzyw
- Wiercąco-frezujące ~DIN 7504P
- Wkręty do okien
- Śruby do fotowoltaiki
- Gwoździe
- Kołki
- Korki gwintowane
- Akcesoria żeglarskie
- Liny
- Smarowniczka
- Sworznie
- Pierścień osadczy zewnętrzny i wewnętrzny
- Pierścienie osadcze sprężynujące zewnętrzne DIN 471
- Pierścienie osadcze sprężynujące wewnętrzne DIN 472
- Pierścienie osadcze sprężynujace do łożysk z rowkiem DIN 5417
- Pierścienie osadcze sprężynujące z drutu okrągłego DIN 7993
- Płytki osadcze sprężynujące DIN 6799
- Pierścienie osadcze regulacyjne DIN 705 A
- Zabezpieczenia sprężyste osiowe
- Płyny do dezynfekcji
- Produkty FISCHER
- Przeguby
- Opaski i obejmy zaciskowe
- Technika kotwienia
- Wkładki gwintowe
- Wpusty
- Wyroby Calowe
- Narzędzia
- Elementy złączne
- Osłonki i zaślepki plastikowe

Ostatnio przeglądane
-

Podkładka 200HV DIN...
Podkładka okrągła płaska, 200 HV, DIN...
Średnica Rozmiar | 6,4(M6) | 8,4(M8) | 10,5(M10) | 13(M12) | 15(M14) | 17(M16) | 19(M18) | 21(M20) | 23(M22) | * |
Wybierz |


Podkładka 200HV DIN 125A Ocynk Ogniowy M6,4-M23
Nowy produkt
Podkładka okrągła płaska, 200 HV, DIN 125 A ocynk ogniowy 200HV (140HV)
Podane ceny są cenami za 1 sztukę
Podkładka okrągła płaska, 200 HV, w ocynku ogniowym 200HV (140HV) spełniająca normę DIN 125 A
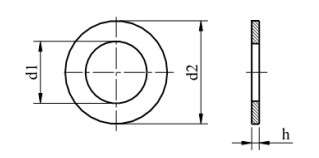
Tabela wymiarów podkładka DIN 125a
| d nom | 2,2 | 2,7 | 3,2 | 3,7 | 4,3 | 5,3 | 6,4 | 7,4 | 8,4 | 10,5 | 13 | 15 |
| Pod gwint | M2 | M2,5 | M3 | M3,5 | M4 | M5 | M6 | M7 | M8 | M10 | M12 | M14 |
| d1 | 2,2 | 2,7 | 3,2 | 3,7 | 4,3 | 5,3 | 6,4 | 7,4 | 8,4 | 10,5 | 13 | 15 |
| d2 | 5 | 6 | 7 | 8 | 9 | 10 | 12 | 14 | 16 | 20 | 24 | 28 |
| h nom | 0,3 | 0,5 | 0,5 | 0,5 | 0,8 | 1 | 1,6 | 1,6 | 1,6 | 2 | 2,5 | 2,5 |
| d nom | 17 | 19 | 21 | 23 | 25 | 28 | 31 | 34 | 37 | 40 | 43 | 46 |
| Pod gwint | M16 | M18 | M20 | M22 | M24 | M27 | M30 | M33 | M36 | M39 | M42 | M45 |
| d1 | 17 | 19 | 21 | 23 | 25 | 28 | 31 | 34 | 37 | 40 | 43 | 46 |
| d2 | 30 | 34 | 37 | 39 | 44 | 50 | 56 | 60 | 66 | 72 | 78 | 85 |
| h nom | 3 | 3 | 3 | 3 | 4 | 4 | 4 | 5 | 5 | 6 | 7 | 7 |
| d nom | 50 | 54 | 58 | 62 | 66 | 74 | 82 | 87 | 93 | 98 | 104 | 109 |
| Pod gwint | M48 | M52 | M56 | M60 | M64 | M72 | M80 | M85 | M90 | M95 | M100 | M105 |
| d1 | 50 | 54 | 58 | 62 | 66 | 74 | 82 | 87 | 93 | 98 | 104 | 109 |
| d2 | 92 | 98 | 105 | 110 | 115 | 125 | 140 | 145 | 160 | 165 | 175 | 180 |
| h nom | 8 | 8 | 9 | 9 | 9 | 10 | 12 | 12 | 12 | 12 | 14 | 14 |
Co to jest ocynk ogniowy?
Przed cynkowaniem właściwym elementów konieczne jest ich odpowiednie przygotowanie poprzez wykonanie obróbki wstępnej. Służy ona oczyszczeniu elementów z wszelkich zanieczyszczeń, tj. rdzy, zendry, szlaki spawalniczej, olejów, smarów itp. Po obróbce wstępnej i osuszeniu elementy zanurzane są w płynnym cynku.
Proces ocynku ogniowego:
Cynk topi się w temperaturze ok. 419 °C, natomiast temperatura robocza kąpieli cynkowej wynosi 440-460 °C, gdyż właśnie w takich warunkach żelazo i cynk szybko wchodzą w reakcję. Podczas zanurzenia elementu w kąpieli cynkowniczej na skutek wzajemnej dyfuzji płynnego cynku z powierzchnią stali dochodzi do wytworzenia się warstwy cynku, składającej się w istocie z różnorodnych warstw stopowych cynku i żelaza. Zazwyczaj stal musi być zanurzona w cynku tylko przez kilka minut. Element prefabrykowany wyjmowany jest z kąpieli cynkowej po zakończeniu reakcji.
Zalety ocynku ogniowego:
- Okres ochronny elementu cynkowanego wynosi do 50 lat,
- Brak potrzeby konserwacji,
- Zwiększona wytrzymałość na tarcie i uderzenia,
- Ochrona katodowa.




KONTAKT
- Felicjanów 2, 62-710 Władysławów
- +48 530 294 294
- sklep.sruby24@gmail.com
- Godziny otwarcia: 8:00 - 16:00
- Czynne od Poniedziałku do Piątku
